Project objectives:
We were contracted by a tool manufacturer for the airplane industry to develop an RFID system to be integrated into a new type of portable precision drilling machine.
Project background and description:
The customer serves primarily the global automotive, aerospace, energy, and general industry markets. In most traditional industries precision holes can be successfully drilled with a drill press or CNC machine but because a significant number of aircraft components are too large, too complex or too irregularly shaped to be taken to a machining center, portable precision drill motors must be taken to the plane itself. It is impractical to drill precision holes in a wing, fuselage or engine nacelle any other way. With a wide wide range of hole sizes, the critically close tolerances required of those holes and the divergent materials used in the aerospace manufacturing industry demand that these portable precision drill motors are available with a remarkably broad range of cutter speeds, feed rate combinations, and physical properties that can accommodate virtually any workspace or application.
All of the customers tools in this range are designed to be fixture mounted with torque and thrust counteracted by the fixture, not by the operator. These tools do not rely on the variable strength of manpower to push against a drill, which means they deliver greater accuracy, repeatability and consistency of hole integrity, as well as greatly reduced fatigue and risk of injury to the operator.
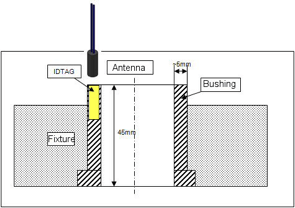
When drilling the thousands of precision holes in a wing, a large number of fixture segments are used and in each segment several bushings are mounted. The bushing has a bayonet locking mechanism to allow for a secure and exact positioning of the drill motor. Each bushing is fitted with a small RFID tag. The fact that most of the components to be machined are not only very expensive, but also difficult to machine materials, it is essential to knew that the right tool is used, at the right cutting speed and feed, at each particular instant.
The project solution:
We designed a small RFID reader that could be integrated into the drill motor body. The reader can control two antennas. The drill machine is of a modular design. It has a control unit to, amongst other features; also govern feeds, speeds and coolant supply. Depending on size and type of tool different nose pieces can be attached to the machine. Each of the nose pieces has a small RFID tag installed. One antenna is used to verify that the correct type and size is fitted for the job to be performed.
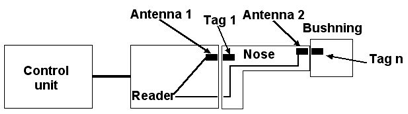
The second antenna is mounted at the very tip of the nose piece. It is oriented so that when the machine is securely clamped in the drill bushing, the nose antenna and the bushing tag are lined up in front of each other.
When the machine is first set under power, the reader automatically switches to antenna No.1. As soon as the nose piece has been identified and verified to be the correct one, the machine is ready to dock onto a fixture bushing. There the bushing tag ID is read and sent to the machine control unit. There the correct program is loaded and the hole is automatically drilled, using the preset ideal cutting conditions.
The result is an improved hole quality:
- Diameter tolerance
- Countersink depth tolerance
- Hole finish
- Hole straightness
- Lack of burrs
- No delamination in composites
- No fiber fraying in composites
- No metallurgical change from excess heat
Reduced cost per hole:
- Decreased drilling time
- Reduced number of operations for each finished hole
- Combined drilling and countersinking into one operation
- Self clamping attachments minimize hole to hole time
Reduced inventory & capital investment:
- Portable equipment eliminates expensive and large stationary machines
- Simultaneous drilling and countersinking reduces total equipment requirements
- Self clamping significantly reduces fixturing costs
- Modular designs reduce the number of complete backup units
Improved tool economy:
- Exact monitoring of tool life
- Only regrinding when needed